
Một nghiên cứu so sánh giữa mực thử và phép đo góc tiếp xúc trong phòng thí nghiệm của chúng tôi
Có nhiều phương pháp để kích hoạt bề mặt khi xử lý vật liệu trước khi phủ, liên kết hoặc in. Chúng bao gồm các phương pháp nhiệt hoặc điện, chẳng hạn như xử lý bằng plasma, lửa hoặc phóng điện và xử lý hóa học bằng khí oxy hóa. Điều quan trọng không kém là các bước làm sạch giúp loại bỏ các chất kỵ nước khỏi bề mặt. Tất cả các phương pháp này đều làm tăng năng lượng tự do bề mặt (SFE) và do đó cải thiện khả năng thấm ướt và bám dính.
Các tiêu chuẩn như DIN 55660 cho vật liệu phủ và DIN EN 828 cho quy trình kết dính chỉ định phép đo góc tiếp xúc là phương pháp xác định SFE của bề mặt và để kiểm tra quy trình tiền xử lý kích hoạt hoặc làm sạch. Ngoài ra, mực thử nghiệm nhằm phản ánh SFE dựa trên chất lỏng có sức căng bề mặt cố định (SFT) cũng thường được sử dụng.
Theo phương pháp kiểm tra mực, việc thấm ướt hoàn toàn luôn xảy ra khi giá trị SFE của chất rắn và SFT của chất lỏng bằng nhau. Nhiều nhà khoa học không cho rằng như vậy và họ chỉ ra rằng chỉ phân tích các phần tương tác cực và phân tán của SFE và SFT mới cung cấp một cho tiết hoàn chỉnh về quá trình thấm ướt. Các phép đo góc tiếp xúc, có tính đến các tương tác này và các thử nghiệm mực sẽ dẫn đến các đánh giá khác nhau về bề mặt và do đó cũng dẫn đến các đánh giá khác nhau về chất lượng của quy trình tiền xử lý.
Trong nghiên cứu hiện tại, chúng tôi đã so sánh kết quả SFE từ các phép đo góc tiếp xúc với kết quả từ các thử nghiệm mực cho 13 vật liệu rất khác nhau. Chúng tôi cũng tiến hành các phép đo so sánh trên ba loại nhựa được xử lý bằng plasma. Cả số lượng nhỏ các kết quả nhất quán và số lượng lớn các sai lệch đều có thể được giải thích một cách thuyết phục khi chúng ta tính đến ảnh hưởng của các tương tác phân cực và phân tán. Có vẻ như kết quả SFE của bài kiểm tra mực phải được đặt ra nghi vấn đối với nhiều mẫu. Trong bài viết này, chúng tôi cũng chỉ ra một số ưu điểm của phương pháp góc tiếp xúc trong thực hành đo lường.
Khái quát
Nhựa và vật liệu chưa được xử lý có ô nhiễm kỵ nước có SFE thấp và độ phân cực thấp. Những đặc điểm này dẫn đến khả năng làm ướt và bám dính kém, đặc biệt khi tiếp xúc với vecni và mực in gốc nước cũng như chất kết dính và chất phủ. Do đó, quá trình tiền xử lý làm sạch hoặc kích hoạt là cần thiết đối với polyme và nhiều vật liệu khác.
Các quy trình kích hoạt đã được thiết lập, chẳng hạn như xử lý bằng plasma hoặc lửa, làm tăng SFE và do đó cải thiện các đặc tính xử lý. Đo góc tiếp xúc và kiểm tra mực là hai phương pháp được sử dụng thường xuyên để xác định SFE và do đó để kiểm tra sự cần thiết hoặc sự thành công của quy trình tiền xử lý.
Phương pháp thử mực
Thử nghiệm mực dựa trên giả định rằng SFE của chất rắn bằng SFT của chất lỏng vừa làm ướt hoàn toàn chất rắn. Mực thử bao gồm một loạt hỗn hợp chất lỏng, mỗi hỗn hợp có một SFT cố định, thường có bước tăng 2 mN/m. Trong quá trình thử nghiệm, một trong các loại mực được áp dụng cho mẫu bằng nét cọ. Nếu mực co lại, mực có SFT thấp hơn tiếp theo sẽ được sử dụng cho đến khi nét cọ tạo ra một lớp màng ổn định. Điều này tương ứng với việc làm ướt hoàn toàn mẫu. Khi quy trình đầu tiên ổn định, SFT sẽ tăng dần theo từng bước. SFT của mực thử chỉ tạo thành màng tương đương với SFE của vật liệu.
Phương pháp góc tiếp xúc
Với phép đo góc tiếp xúc, một giọt chất lỏng thử nghiệm nguyên chất được phân phối lên mẫu rắn. Sự sụt giảm được ghi lại bằng camera và hình ảnh video
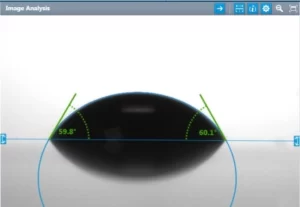
Góc tiếp xúc θ được đo tại điểm mà đường đồng mức của giọt nước cắt đường bề mặt. Làm ướt càng tốt thì góc này càng nhỏ; để làm ướt hoàn toàn, nó là 0°.
Theo phương trình Young, đã được chứng minh từ hơn 200 năm, có một mối quan hệ cơ bản giữa góc tiếp xúc θ, SFE của chất rắn σs, SFT của chất lỏng σl và sức căng bề mặt (IFT) σls giữa chất lỏng và chất rắn:
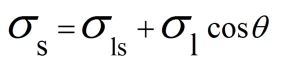
Việc thực hiện phép đo góc tiếp xúc với một số chất lỏng thử nghiệm đặc trưng cho phép tính toán cả SFE và IFT dựa trên các mô hình khác nhau. Hầu hết các mô hình này bắt đầu từ phần phân cực và phần phân tán của SFT lỏng và SFE rắn.
Mô hình theo Owens, Wendt, Rabel và Kaelble (OWRK) (xem thư mục) thường được sử dụng trong lĩnh vực phân tích chất dẻo và do đó chúng tôi cũng sử dụng phương pháp này cho nghiên cứu hiện tại.
Phần thử nghiệm
Các mẫu đang được thử nghiệm
Để nghiên cứu có phạm vi rộng nhất có thể, chúng tôi đã nghiên cứu 13 vật liệu bao gồm nhựa, khoáng chất và kim loại. KRÜSS cũng chọn những chất lượng vật liệu rất khác nhau, từ bề mặt gần như đồng nhất về mặt hóa học và nguyên liệu thô kỹ thuật đến các sản phẩm thương mại hoàn thiện. Với lựa chọn này, chúng tôi đã đề cập đến một loạt các vấn đề có thể xảy ra khi phân tích bề mặt khi so sánh các phương pháp.
| Vật mẫu | Chất lượng | chỉ định |
|---|---|---|
| Acrylonitrile butadien styren | Kỹ thuật | ABS |
| Nhôm | Thành phẩm (giấy bạc) | Nhôm |
| Thủy tinh | Thành phẩm (lam kính hiển vi) | Thủy tinh |
| Mica | Đơn tinh thể đồng nhất về mặt hóa học, mới được phân cắt | Mica |
| Polyamit 6 (Akulon® K222 D) | Kỹ thuật | PA6 |
| Polyamit 6 + 3% Cloisite® 30B | Kỹ thuật | PA6 + 3% C30 |
| Polydimetylsiloxan | Tinh khiết, tổng hợp | PDMS |
| Polyetylen | Thành phẩm (phim) | Thể dục |
| Polyetylen terephthalat | Thành phẩm (chai) | THÚ CƯNG |
| Polypropylen | Kỹ thuật | PP |
| Polytetrafluoroetylen | Kỹ thuật | PTFE |
| Polyvinyl clorua | Thành phẩm (khăn trải bàn) | PVC |
| Tấm silicon |
Đơn tinh thể đồng nhất về mặt hóa học | Sĩ |
Tab. 1: Mẫu đang thử nghiệm
Sự thay đổi về SFE trong quá trình điều trị huyết tương cũng đã được nghiên cứu đối với PDMS, PVC và PET.
Chuẩn bị mẫu
Trước khi thực hiện phép đo, tất cả các mẫu (trừ mica) đều được làm sạch bằng dung dịch tẩy nhờn và sau đó rửa thật kỹ bằng nước nóng và lạnh và cuối cùng bằng nước cất. Những giọt nước còn lại sau đó được loại bỏ bằng isopropanol. Các mẫu cuối cùng được làm khô bằng khí nén sạch.
Thử nghiệm mực
Chúng tôi đã tiến hành thử nghiệm với hai loạt mực thử nghiệm khác nhau cho tất cả các mẫu:
- Dòng A (màu vàng): Hỗn hợp màu của ethanol và nước
- Dòng B (màu xanh): Hỗn hợp màu của formamide và ethylene glycol monomethyl ether (EGMM)
Các thử nghiệm được thực hiện theo tiêu chuẩn ASTM D 2578-84.
Mực có giá trị SFT với khoảng tăng 2 mN/m trong khoảng từ 30 đến 56 mN/m đã được sử dụng cho mỗi thử nghiệm. Do đó, không thể đo được các giá trị SFE trên 56 mN/m và dưới 30 mN/m.
Các điều kiện để đo góc tiếp xúc
Các phép đo góc tiếp xúc được thực hiện bằng Máy đo góc thấm ướt – DSA100. Một hệ thống định lượng được điều khiển bằng phần mềm cho một số chất lỏng đã được sử dụng cho hoạt động định lượng.
Chúng tôi đã chọn ba chất lỏng thử nghiệm tiêu chuẩn là nước, diiodomethane và ethylene glycol để xác định SFE. Lựa chọn này bao gồm băng thông từ phân tán hoàn toàn đến phân cực cao và do đó đặc biệt phù hợp để xác định các phần phân cực và phân tán. Trong kiểm soát chất lượng, các phép đo thường được thực hiện với hai chất lỏng thử nghiệm là nước và diiodomethane đại diện cho hai thái cực về độ phân cực. Các góc tiếp xúc tĩnh đã được đo (đo ở thể tích giảm không đổi). Các giọt được tạo ra tại kim của bộ phận định lượng, lắng đọng cẩn thận trên mẫu và sau đó được phân tích. Không có thay đổi phụ thuộc vào thời gian về góc tiếp xúc đối với bất kỳ mẫu nào.
Điều kiện xử lý huyết tương
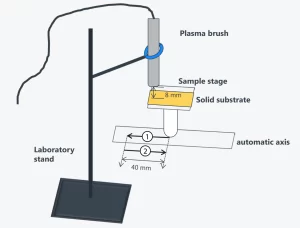
Chúng tôi đã sử dụng bút huyết tương Rheinhausen Plasma piezobrush® để xử lý huyết tương PDMS, PVC và PET. Bút được đặt phía trên bàn mẫu tự động của DSA100 ở khoảng cách 8 mm so với mẫu. Tốc độ trục được đặt thành 2 mm/giây. Ngay khi quá trình xử lý bắt đầu, trục được di chuyển đi một khoảng 40 mm rồi quay lại sao cho tổng thời gian phơi sáng là 40 giây. Việc xử lý với thời gian phơi nhiễm là 60 giây cũng được thực hiện đối với PDMS và PVC; trong trường hợp này, trục di chuyển mẫu dưới bút một lần nữa.
Kết quả và giải thích
Các phép đo trên các mẫu chưa được xử lý
Bảng sau đây chứa các kết quả SFE từ các phép đo góc tiếp xúc và kiểm tra mực đối với các vật liệu không được xử lý bằng plasma:
| Vật mẫu | SFE by OWRK từ các góc tiếp xúc [mN/m, pol. phân đoạn. TRONG %] | Mực thử A [mN/m] | Mực thử B [mN/m] |
|---|---|---|---|
| Acrylonitrile butadien styren | 37,1 [16%] | 34 | 34 |
| Nhôm | 55,9 [46%] | ≥56 | ≥56 |
| Thủy tinh | 64,6 [50%] | >56 | >56 |
| Mica | 53,7 [24%] | »56 | »56 |
| Polyamit 6 (Akulon® K222 D) | 50,6 [19%] | ≥56 | ≥56 |
| Polyamit 6 + 3% Cloisite® 30B | 52 [24%] | ≥56 | ≥56 |
| Polydimetylsiloxan | 21,6 [0%] | «30 | «30 |
| Polyetylen | 32,2 [0%] | 30 | 30 |
| Polyetylen terephthalat | 44,2 [3%] | 34 | 34 |
| Polypropylen | 29,6 [0%] | 30 | 30 |
| Polytetrafluoroetylen | 16.1 [0%] | «30 | «30 |
| Polyvinyl clorua | 47,1 [3%] | 30 | 32 |
| Tấm silicon | 48,5 [39%] | 46 | 42 |
Tab. 2: Kết quả đo so sánh giữa góc tiếp xúc và kiểm tra mực đối với tất cả các mẫu chưa được xử lý
Trong trường hợp hai polyme năng lượng rất thấp là PDMS và PTFE, giá trị SFE nhỏ hơn 30 mN/m. Về nguyên tắc, phạm vi đo này không thể đo được bằng mực thử nghiệm có bán trên thị trường (bắt đầu từ 28 hoặc 30 mN/m). Chúng tôi không thể đưa ra bất kỳ kết luận nào về mối tương quan đối với thủy tinh, vì giá trị 64,6 mN/m được đo bằng các góc tiếp xúc nằm trên phạm vi của loại mực thử nghiệm được sử dụng.
Kết quả của hai mẫu PE và PP được đánh dấu màu xanh lá cây trong bảng đều tương ứng tốt. Với tất cả các mẫu khác, trong nhiều trường hợp có sự khác biệt đáng kể giữa góc tiếp xúc và kết quả của mực thử, và đôi khi cũng có sự khác biệt giữa các loại mực thử.
Giải thích dựa trên sức căng bề mặt
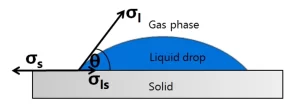
Có thể thấy rằng hai mẫu có sự tương ứng tốt có năng lượng thấp và không phân cực, trong khi độ lệch xảy ra với các mẫu phân cực, năng lượng cao hơn. Điều này có thể được giải thích là do thử nghiệm mực bỏ qua một biến quan trọng đối với việc làm ướt, đó là IFT (Hình 2). Theo phương pháp thử nghiệm mực, việc làm ướt hoàn toàn xảy ra bất cứ khi nào SFE bằng SFT của chất lỏng. Đây là trường hợp khi các vectơ σs và σl trong Hình 2 có độ dài bằng nhau. IFT σls không được tính đến. Trên thực tế, IFT có thể lớn hơn 0 ngay cả khi σs và σl bằng nhau.
Các sơ đồ sau đây sử dụng phương trình Young để minh họa khả năng làm ướt khác nhau trong trường hợp SFE và SFT bằng nhau trong mỗi trường hợp.
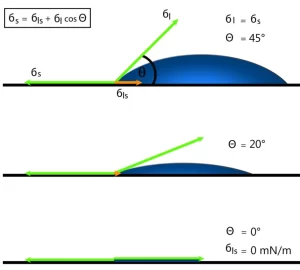
Theo đó, việc làm ướt không hoàn toàn có thể xảy ra ngay cả khi SFE và SFT bằng nhau; trên thực tế, điều này rất có thể xảy ra.
IFT phụ thuộc vào sự tương tác giữa chất rắn và chất lỏng. Khi không có bất kỳ tương tác hấp dẫn nào giữa chất lỏng và chất rắn, chất lỏng có xu hướng giảm thiểu tiếp xúc của nó với chất rắn, tức là nó tránh làm ướt chất rắn. Theo đó, IFT giữa chất rắn và chất lỏng được tối đa hóa khi không có tương tác và giảm khi tăng tương tác giữa chất rắn và chất lỏng.
Sự đóng góp phân cực và phân tán cho SFE hoặc SFT bắt nguồn từ các quá trình tương tác vật lý khác nhau. Kết quả là, tất cả các lý thuyết phổ biến để xác định IFT đều tính đến sự đóng góp cực (chỉ số p) và phân tán (chỉ số d) của SFT và SFE:
Điều này được thực hiện sao cho các phần phân cực của SFE của chất rắn chỉ tương tác với các phần phân tán của SFT của chất lỏng và các phần phân tán của SFE của chất rắn chỉ tương tác với các phần phân tán của SFT của chất lỏng.
Hình minh họa:
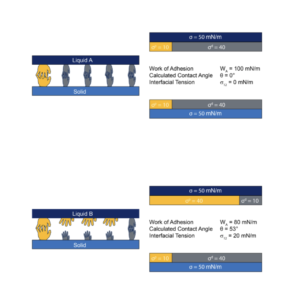
Hình vẽ cho thấy một chất lỏng có tổng SFT là 50 mN/m tiếp xúc với chất rắn có SFE cũng là 50 mN/m. Vì vậy, theo ý tưởng của mực thử, chất lỏng sẽ làm ướt hoàn toàn chất rắn.
Các kim lớn đại diện cho các phần cực (thường mạnh hơn) và các kim nhỏ tương ứng là các phần phân tán (thường yếu hơn) của SFE và SFT. Bảng phía trên thể hiện sự kết hợp hoàn hảo giữa phần cực và phần phân tán: mỗi bàn tay cực của vật rắn nắm lấy một bàn tay cực của chất lỏng và mọi bàn tay phân tán đều tìm thấy đối tác phân tán của nó. Tương tác hút giữa chất rắn và chất lỏng được tối đa hóa và sức căng bề mặt biến mất. Trong trường hợp lực căng bề mặt biến mất này, góc tiếp xúc trở thành 0. Tuy nhiên, trong thực tế, tình huống như vậy thực sự hầu như chỉ có thể được tìm thấy nếu chất lỏng phân tán hoàn toàn tiếp xúc với chất rắn phân tán hoàn toàn.
Phần dưới của hình cho thấy trường hợp phân bố thành các phần phân cực và phân tán của SFE và SFT là khác nhau. Trong ví dụ này, chỉ có một cặp bàn tay cực lớn và bàn tay phân tán nhỏ tương ứng nắm lấy nhau. Kết quả là, có một sức căng bề mặt còn lại trong liên kết lỏng-rắn. Sức căng bề mặt còn lại này dẫn đến góc tiếp xúc không biến mất như được minh họa ở bảng trên và giữa trong Hình 4. Mặc dù SFE và SFT bằng nhau, chất lỏng không làm ướt hoàn toàn chất rắn như mong đợi khi làm theo ý tưởng mực thử. Đây chính xác là trường hợp khi mực thử được bôi lên vật rắn có độ phân cực khác.
Trong một nghiên cứu khác, chúng tôi đã xác định được phần cực và phần phân tán của mực thử nghiệm được sử dụng cho công việc hiện tại. Chúng tôi nhận thấy rằng các loại mực thử nghiệm có SFT 30 mN/m gần như không phân cực hoàn toàn và độ phân cực tăng theo giá trị SFT. Biết được điều đó, có thể hiểu tại sao chỉ đối với PP và PE, các giá trị SFE được phát hiện bằng mực thử mới phù hợp với giá trị được xác định bằng phép đo góc tiếp xúc. Đối với các mẫu này, ngoài SFE và SFT bằng nhau, độ phân cực cũng giống nhau (phần cực là 0 mN/m). Do đó, theo lý thuyết thấm ướt, IFT biến mất và mực thử nghiệm làm ướt hoàn toàn vật rắn, tức là thể hiện góc tiếp xúc bằng 0 độ. Đối với tất cả các kết hợp có thể có khác của mực thử nghiệm và chất rắn trong đó SFE và SFT bằng nhau, độ phân cực khác nhau nên thử nghiệm làm ướt với mực thử nghiệm không thể cho ra SFE của chất rắn. Hơn nữa, độ phân cực của mực thử màu xanh và màu vàng có cùng giá trị SFT là khác nhau. Điều này giải thích tại sao chẳng hạn đối với Si, ngay cả SFE được xác định bằng hai loại mực thử nghiệm khác nhau cũng khác nhau.
Đo lường trên các mẫu được xử lý bằng plasma
Sự khác biệt giữa phép đo góc tiếp xúc và mực thử nghiệm là rõ ràng nhất trong trường hợp nghiên cứu được thực hiện trên các mẫu được xử lý bằng plasma. Các bảng 3a), b) và c) sau đây chứa kết quả về PDMS, PVC và PET trước và sau khi xử lý với thời gian phơi nhiễm khác nhau. Chúng tôi đã ghi lại các kiểu làm ướt của mực thử nghiệm.
| a) PDMS | |||
| Khoảng thời gian | SFE by OWRK từ các góc tiếp xúc | Mực thử A | Mực thử B |
| 0 giây | Tổng cộng: 21,6 mN/m
Cực: 0,0 mN/m Phân tán: 21,6 mN/m |
Tổng cộng: < 30 mN/m | Tổng cộng: < 30 mN/m |
| 40 giây | Tổng cộng: 40,3 mN/m
Cực: 14,2 mN/m Phân tán: 26,1 mN/m |
Tổng cộng: < 30 mN/m | Tổng cộng: < 30 mN/m |
| 60 giây | Tổng cộng: 67,9 mN/m
Cực: 42,3 mN/m Phân tán: 25,5 mN/m |
Tổng cộng: < 30 mN/m | Tổng cộng: < 30 mN/m |
| b) PVC | |||
| Khoảng thời gian | SFE by OWRK từ các góc tiếp xúc | Mực thử A | Mực thử B |
| 0 giây | Tổng cộng: 47,1 mN/m
Cực: 1,3 mN/m Phân tán: 45,7 mN/m |
Tổng cộng: 30 mN/m | Tổng cộng: 30 mN/m |
| 40 giây | Tổng cộng: 54,1 mN/m
Cực: 6,4 mN/m Phân tán: 47,7 mN/m |
Tổng cộng: 34 mN/m | Tổng cộng: 34 mN/m |
| 60 giây | Tổng cộng: 61,7 mN/m
Cực: 14,25 mN/m Phân tán: 47,44 mN/m |
Tổng cộng: 36 mN/m | Tổng cộng: 38 mN/m |
| c) PET | |||
| Khoảng thời gian | SFE by OWRK từ các góc tiếp xúc | Mực thử A | Mực thử B |
| 0 giây | Tổng cộng: 47,2 mN/m
Cực: 1,6 mN/m Phân tán: 45,6 mN/m |
Tổng cộng: 34 mN/m | Tổng cộng: 34 mN/m |
| 40 giây | Tổng cộng: 70,2 mN/m
Cực: 26,1 mN/m Phân tán: 44,1 mN/m |
Tổng cộng: 54 mN/m | Tổng cộng: 54 mN/m |
Tab. 3 ac: Kết quả đo so sánh giữa các góc tiếp xúc và kiểm tra mực đối với ba loại nhựa chưa được xử lý và được xử lý bằng plasma
Với các phương pháp như xử lý bằng plasma hoặc corona, các nhóm cực được đưa vào cấu trúc bề mặt do quá trình oxy hóa. Do đó, sự thay đổi của SFE chủ yếu dựa vào sự gia tăng phần cực. Hiệu quả xử lý này được thể hiện xuyên suốt trong việc đánh giá góc tiếp xúc theo OWRK. Sự gia tăng đáng kể về SFE do điều trị bằng huyết tương gần như hoàn toàn là do sự gia tăng phần cực.
Các loại mực thử nghiệm không phản ánh sự gia tăng SFE đối với PDMS và PVC. Với hai loại nhựa này, mực thử nghiệm ở một mức độ nhất định không thấy được tác dụng xử lý.
Trong trường hợp PET, hiệu quả của việc xử lý trước có thể thấy rõ ở mức độ lớn hơn trong thử nghiệm mực, nhưng ở đây các giá trị cũng dẫn đến việc đánh giá thấp hiệu quả của việc xử lý bằng huyết tương.
Ưu điểm của phép đo góc tiếp xúc trong thực tế
Ngoài phép đo SFE đáng tin cậy trong phổ phân cực tổng thể của vật liệu rắn, còn có một loạt ưu điểm khác so với phương pháp mực thử. Ví dụ, thông tin bổ sung có thể thu được từ phép đo góc tiếp xúc nếu chất lỏng làm ướt cũng được đặc trưng. Việc tính toán công suất bám dính (Hình 5) và IFT cung cấp cái nhìn sâu sắc về chất lượng của điểm tiếp xúc bề mặt mà không thể có được từ thử nghiệm mực. Quy trình bám dính mô tả lực mà hai pha liên kết với nhau. IFT đề cập đến lực căng vốn có của liên kết dính hoặc lớp phủ. Khi IFT cao, sự tách rời không mong muốn của các pha với nhau xảy ra dễ dàng hơn, ví dụ do sự xâm nhập của hơi ẩm.
Một số loại mực thử nghiệm, đặc biệt là loại mực được pha theo tiêu chuẩn ISO 8296, có chứa chất lỏng độc hại formamide và EGMM. Do đó, sức khỏe của nhân viên thử nghiệm có thể bị ảnh hưởng rong quá trình đảm bảo chất lượng thường xuyên. Các phép đo góc tiếp xúc có thể được thực hiện với chất lỏng vô hại hoặc với chất lỏng ít nguy hiểm hơn cho sức khỏe. Ngoài ra, lượng chất cần thiết cho phép đo nhỏ hơn đáng kể so với thử nghiệm bằng mực.
Mực thử nghiệm trên cơ sở ethanol, chẳng hạn như mực thử nghiệm A trong nghiên cứu của chúng tôi, cũng có sẵn dưới dạng mực thay thế ít gây hại hơn. Tuy nhiên, trong trường hợp này, hàm lượng cồn dễ bay hơi có thể bay hơi một phần, do đó thành phần của mực thay đổi nếu chai được mở hoặc mở thường xuyên. Vì lý do tương tự, hành vi làm ướt có thể thay đổi khi bôi mực. Nhược điểm này càng nghiêm trọng hơn ở nhiệt độ cao hơn.
Một ưu điểm nữa của phương pháp góc tiếp xúc là môi trường thử nghiệm không tiếp xúc trực tiếp với mẫu. Kết quả là chất lỏng thử nghiệm không thể bị lây nhiễm bởi mẫu. Trong trường hợp mực thử, bút được quét lên mẫu và sau khi thử, có thể làm nhiễm bẩn toàn bộ nguồn mực trong lọ.
Nhiều mẫu chỉ cung cấp một diện tích nhỏ để thực hiện thử nghiệm làm ướt. Tuy nhiên, mực thử đòi hỏi một khoảng không gian tương đối lớn để áp dụng nhiều dòng mực mà không được chạm vào nhau. Mặt khác, SFE có thể được đo trên vài cm vuông bằng các góc tiếp xúc.
Cho đến khi phát triển các dụng cụ đo góc tiếp xúc nhanh và dễ quản lý, mực thử nghiệm đã mang lại lợi thế cho việc kiểm tra bề mặt trực tiếp tại chỗ. Với Máy phân tích bề mặt di động – MSA, cho phép đo SFE có thể mang theo được và thậm chí còn nhanh hơn so với kiểm tra bằng mực.
Ngoài ra, với phép thử mực có thể diễn giải khác nhau về hiện tượng làm ướt, do đó kết quả phụ thuộc vào người thực hiện phép thử. Với MSA, kết quả không phụ thuộc vào đánh giá chủ quan do việc đo lường và đánh giá được tự động hóa bằng máy tính.
Tóm tắt
Một nghiên cứu so sánh về phép đo góc tiếp xúc và kiểm tra mực trên 13 vật liệu đã xác định được sự khác biệt lớn về giá trị SFE trong nhiều trường hợp. Sự tương ứng tốt chỉ đạt được đối với hai loại nhựa không phân cực, năng lượng thấp.
Chúng tôi có thể giải thích sự khác biệt bằng cách tham khảo mô hình làm ướt OWRK. Để làm ướt tốt, điều này đòi hỏi sự tương thích của các pha đối với các vi phạm phân cực và phân tán. Đây không phải là điều kiện tiên quyết của bài kiểm tra mực. Rất có khả năng một loại mực có tổng SFT bằng giá trị SFE của chất rắn, có độ phân cực khác và không làm ướt hoàn toàn mẫu.
Trong các phép đo so sánh trên ba loại nhựa được xử lý bằng plasma, hiệu quả xử lý trên hai trong số các vật liệu chỉ có thể được phát hiện bằng góc tiếp xúc chứ không phải bằng các thử nghiệm mực. Ở trường hợp nhựa thứ ba, kết quả đánh giá góc tiếp xúc cao hơn đáng kể so với kết quả của các bài kiểm tra mực.
Cùng với những ưu điểm mang tính hệ thống của phép đo góc tiếp xúc dựa trên lý thuyết phức tạp, KRÜSS đã nêu bật một số lợi ích của phương pháp đo trong thực tế. Chúng bao gồm giảm nguy cơ sức khỏe do các chất vô hại và số lượng nhỏ hơn so với kiểm tra bằng mực.
Quá trình không tiếp xúc so với kiểm tra mực sẽ tránh được khả năng nhiễm bẩn chất lỏng. Diện tích thử nghiệm nhỏ cần thiết để đo góc tiếp xúc và khả năng thực hiện các phép đo ở nhiệt độ cao hơn cũng có lợi. Những ưu điểm trước đây của việc kiểm tra bằng mực, chẳng hạn như tính di động và tốc độ, không còn tồn tại nhờ sử dụng các thiết bị mới, tiện dụng như Máy phân tích bề mặt di động – MSA. Ưu điểm nữa của MSA nằm ở phép đo hoàn toàn tự động, độc lập với đánh giá của người dùng.
Minh Khang là nhà phân phối và nhập khẩu trực tiếp các thiết bị đo góc tiếp xúc hãng Kruss.

 EN
EN